

<包头>神悦钢材有限公司
包头防腐螺旋管热处理设备(1)种类和型式所谓热处理,就是将钢管加热到900℃的高温(不锈钢的固溶处理温度是100℃C而且,为了使全长,Q235B螺旋钢管 整个圆周直到管壁都能达到温度均匀,螺旋钢管具有优良的焊接性有在高温下保温数分钟至数十分钟,以及在其后的过程中能确保预定的速度的热处理设备。对热处理来说,这是非常重要的条件。热处理对钢管质量起着重要作用,在轧管后的精整工程中,占有重要位置。应该避免在加热过程中的钢管表面脱碳,渗碳影响钢管质量。特别是对冷加工产品,要在加热时粘结上氧化铁皮是非常讨厌的。近,根据用途和用户的要求,都倾向于使用指定热处氛。 现在,Q235B螺旋钢管 热处理炉的型式一般是根据装料,出料方式,以及能否调节热处氛,按表42进行分类另外,也可以根据管子的输送机构和加热燃料,烧嘴型式,或根据可能进行的热式的不同进行分类。现在,把日本国内正在使用的热处理设备。断续式炉(窑式炉)窑式(Bach是一窑,一捆之意)炉,就是将同时装入炉内的管子原地不动地完成加热,Q235B螺旋钢管 保温,等一系列热处理工序的炉子。一批管子具有的热处理过程(与转炉,螺旋钢管具有优良的焊接性电炉为相似)。窑式炉根据炉型分为:箱形炉,坑式炉,车底式炉等。螺旋钢管之类的细长大型构件,几乎都使用车底式炉处理。是车底式炉子的原理图这种车底式炉是将管子装在台车上:分段装炉时,中间用料隔开;管子和台车一起装入炉内,关闭炉门。
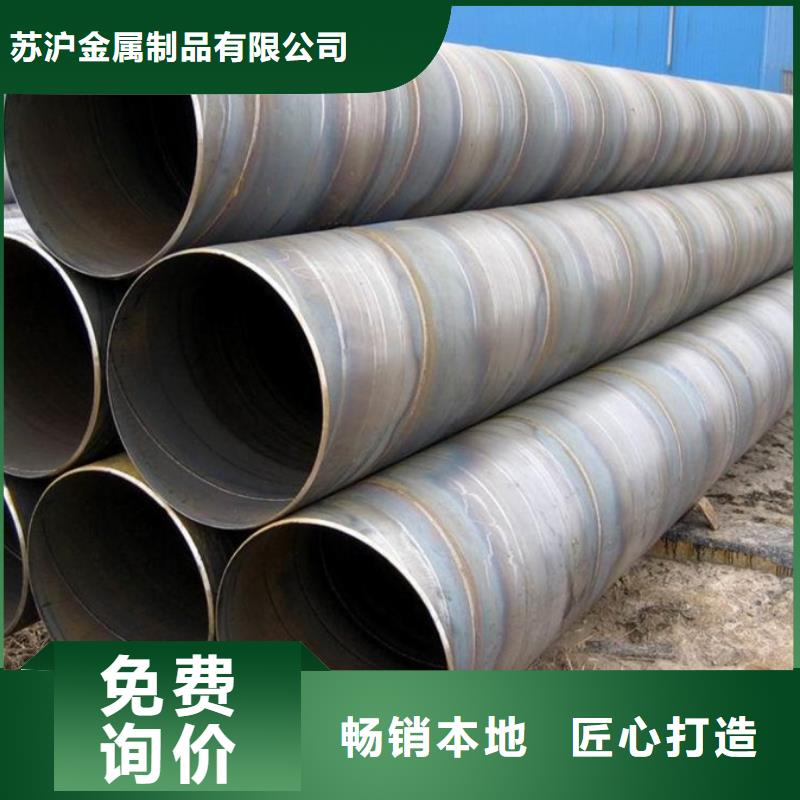
随着连续式炉生产效率的提高,由搬运装置造成为螺旋钢管表面划伤以及搬运设备常常发生摩损故障也是其缺点。期待与您的合作! 一. 包头防腐螺旋管热推成形 包头防腐螺旋管弯头成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。 热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。


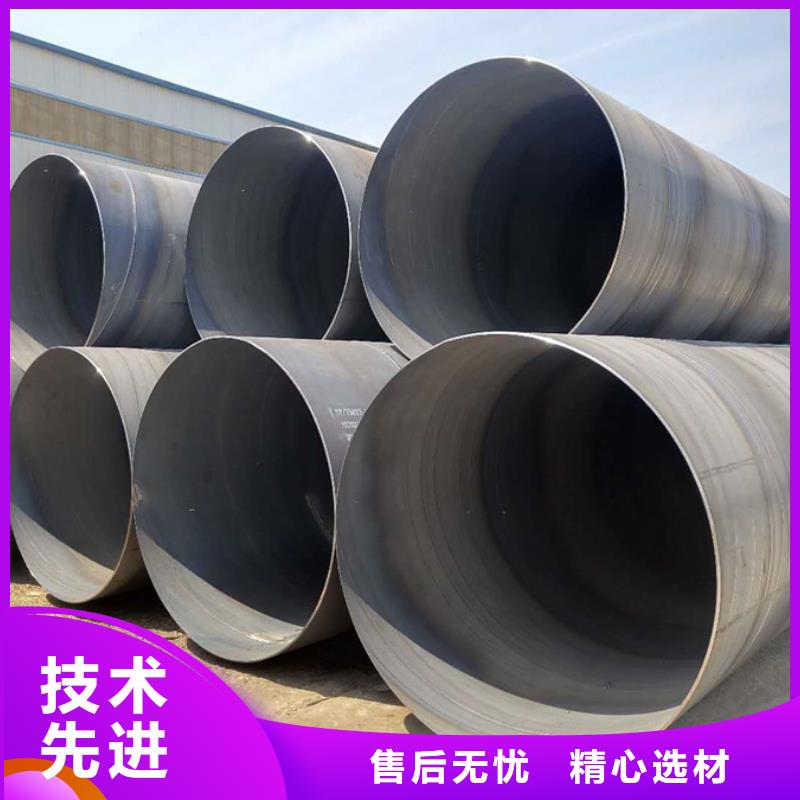
包头大口径螺旋管厂家金属材料的工艺性能直接影响制造零件时所采用的加工工艺及产品加工质量,也是选用材料时考虑的重要因素。铸造性能金属在铸造生产中所表现的性能称为金属的铸造性能,它是保证铸件质量的重要因素,主要包括:流动性、收缩性,偏析液态金属充满铸型的能力。对外形复杂的细薄铸件,要求有较高的流动性,否则,便不能充满整个铸型,使铸件成为废品。金属的流动性主要与其化学成分和浇注温度有关。例如共晶成或靠近共晶成分的合金,以及结晶温度范围窄的合金,都具有良好的流动性:铸铁中的磷能提高流动性,面硫则使流动性变坏。提高浇注温度可改否流动性。收缩性液态金属在凝固时,体积减小的现象,称为收缩性。影响收缩性的主要因素是金属的化学成分。由于收缩不仅影响尺寸,还有可能使铸件产生孔,玻松,内应力、变形及开裂等所以,用于铸造的金属,其收缩性越小越好。
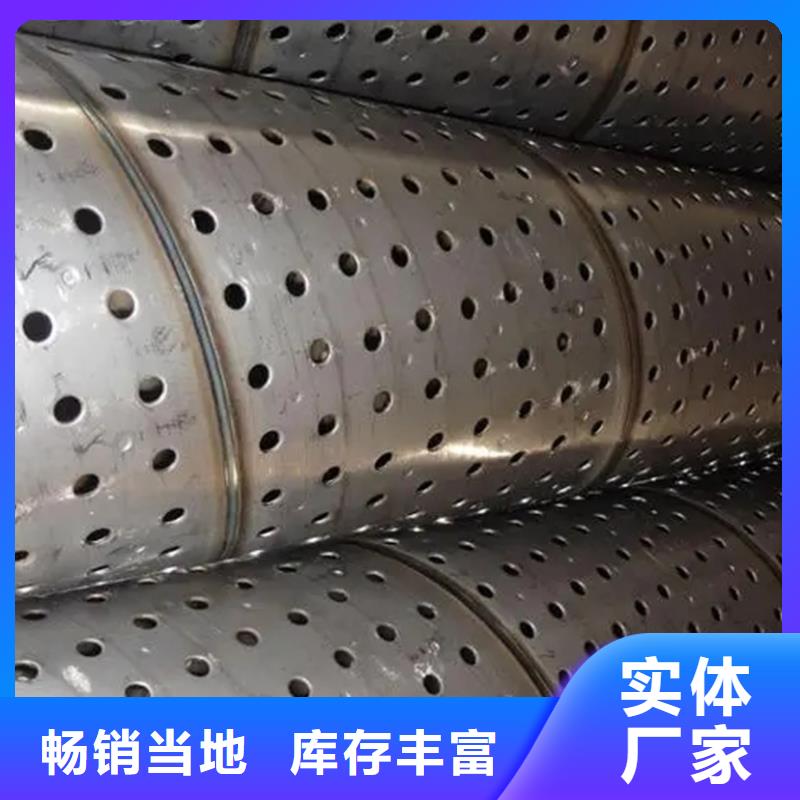
下面介绍防包头防腐螺旋管的表面处理方法: 1.包头防腐螺旋管利用溶剂、乳剂清洗的防腐螺旋管的表面,这样可以去除螺旋管表面的有机物,但它是不能去除其表面锈、氧化皮、焊药等,因此清洗只能作为辅助手段使用。 2.包头防腐螺旋管利用钢丝刷、砂纸等工具对防腐螺旋管表面进行打磨,可以去除松动氧化皮、铁锈、焊渣等。 3.包头防腐螺旋管管道防腐采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,并能使表面达到一定的清洁度和粗糙度。 4.包头防腐螺旋管通过大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对防腐钢管表面进行喷(抛)射处理,不仅可以彻底铁锈、氧化物和污物,而且防腐钢管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度。
